

- Home
- About
- Products
- Contact Temperature Sensors
- Cables & Wires
- Mineral Insulated Cables
- Nickel & Thermocouple Alloy
- Industrial Heaters
- Heating Cables and Mats
- Non Contact Temperature Sensors
- Industrial and R&D Furnaces
- Temperature Calibrators
-
Circulating Chiller
- Services
-
Special Products
- Thermal Profiling System
- Industries
- Resources
- Contact Us
- Shop
Search
Every industry in today’s world is utilizing some or other form of heating applications. The heating is very much a part of our day-to-day life. As the dependency on heating application grows, there is a serious concern also expressed related to safety and environmental impact as well as efficiency of many of the heating solutions being used. While some of the systems have a risk of fire accidents, many of the other conventional systems generate a lot of carbon dioxide and other gases that contaminate the environment. A tubular Electric heater is one of the best options for the modern world, which is the safest way to heat any fluid or surface without creating gases or hazardous releases.
Tubular heaters are typically manufactured using a resistivity coil placed inside a Metal tube and filled inside with insulating materials such as Magnesium oxide. The heating coil placed at the center with uniform pitches, separated from the outer metal sheath by a compacted Magnesium oxide ensures that No electric shock is transferred to the outer surface. At the same time, all the heat energy produced is transferred to the process through the outer body. Hence the Heater is regarded as one of the highly efficient and safe ways of heating.
Construction
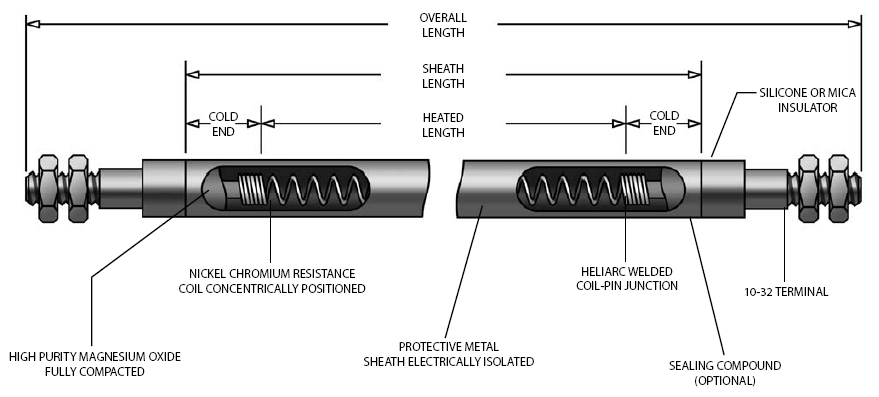
Nickel Chromium Resistance was uniformly coiled wire is stretched through the active length of the element. The ends are proved with the terminal pins to create cold ends.
Magnesium oxide: High purity magnesium Oxide power is filled between the coil and outer tube in an automated filling station to ensure the right insulation, conduction as well as compactness.
Outer sheath: Tube (welded or seamless) which acts as outer protection for the Heating Element. The selection of the outer tubes depends on various factors such as temperature, pressure, fluid to be heated, etc.
Terminal pins: Also known as terminal pins are extended ends of the heating elements. The SS rods of a specific diameter is fusion welded to the coils at both ends. The length of the rod depends on the non-heating length required for any application and installation.
End Sealing: Sealing is done using the combination of Ceramic beads, soft seals & sealants. The sealing ensures that no moisture from the atmosphere enters the heating element and keeps it dry.
- Sheath Material
Copper, Stainless Steel (SS304, SS316, SS321), Incoloy, Titanium, Other alloys as per application selection
- Watt Density
Up to 120W/in2 or 47W/cm2
- Sheath Length
Up to 10 meter
- Diameter
6mm, 8mm, 11mm, 12.5, 13.7mm, 14.5mm, 16mm and 18mm
End Seal Options
Teflon Seal: Teflon seal is used where effective sealing is required against moisture and oil contamination.
Silicon Rubber Seal: Most popular and highly used sealing method. The sealing can withstand up to 200 deg C temperature and provides long-lasting moisture protection.
Epoxy Seal: Epoxy potting forms a good moisture seal with more mechanical strength than a silicon rubber seal. Recommended for a system assembly with a large no of tubular elements.
Cement: recommended for the heater which operates at very high skin temperature. Provides protection against high viscous fluids and dusts. The top layer can be provided with a additional insulation to make it moisture resistance as well.
Material of outer sheath |
Application |
|
Copper |
Water, Oil, Grease, metal surface heating |
|
Stainless Steel |
Immersion Heating’s in Water, Alkaline cleaning solutions, Tars, Mild Corrosive liquids, food processing equipment, Indirect and Radiant heating Air heating/ Gas heating. Hopper & tank heatings Large process plant applications. |
|
Alloy 800 |
Cleaning and degreasing solutions, Corrosive liquids / gases. High temperature / High pressure |
|
Alloy 600 series |
Plating and pickling solutions, acid |
|
Titanium |
High Corrosive liquids |